切换行业
切换行业

摘要
本文分析总结了不同制氢方法的优缺点,并对电解水制氢、生物质能制氢、热化学循环分解水制氢等可再生能源制氢方式进行了分析和对比,对可再生能源制氢的经济性进行了分析。希望可以为可再生能源制氢行业提供一些帮助。
0 引言
氢能源产业想要发展,首先要解决来源的问题。目前,根据氢气的获得方式,可以主要分为灰氢、蓝氢、绿氢。大规模的制氢基本依靠化石能源,主要分为天然气重整制氢与煤气化制氢,像这些制氢方式,一般被称为蓝氢。而要实现氢能全过程的可再生和清洁化,则需要通过使用可再生电力或核能来生产的绿氢来实现。
现阶段,生物质能、风能、太阳能等可再生能源发展迅速,尤其是太阳能,得益于技术的发展,光伏发电成本急剧下降,已经可以通过光伏发电等方式获得廉价的电能,因此将可再生能源与氢能结合起来,实现全过程的零碳排放成为可能。这也是氢能作为未来清洁能源的关键,因此研究可再生能源制氢对氢能的发展十分重要。
表1 制氢方法优缺点对比表

可再生能源与氢能结合起来实现全过程的零碳排放进行大规模制氢的方式主要由以下几种:电解水制氢(PEM)、生物质能制氢、热化学循环制氢。
1、电解水制氢
电解水制氢装置一般需要有水电解槽、气液分离器、气体洗涤器、电解液循环泵、压力调整器、测量及控制仪表和电源设备等单体设备组成。
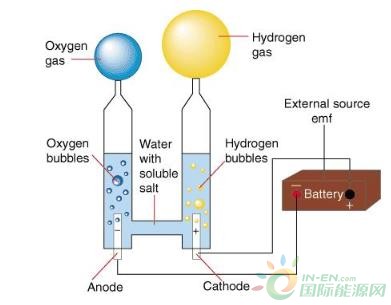
图2 电解水制氢示意图
水电解制氢被认为是未来制氢的发展方向,特别是利用可再生能源电解水制氢,具备将大量可再生能源电力转移到难以深度脱碳工业部门的潜力,成为各国瞄准的方向和攻关重点。
因为由于燃煤发电效率在30~45%,电解水效率70~80%,依靠燃煤发电产生的电进行电解水,总体电解水效率较低,仅为20~35%。因此采用燃煤发电电解水制氢显然不够经济也不够环保。
电解水制氢的原理十分简单,水的理论电解电压为1.23V,要使水能够分解,电极上的电压必须大于水的理论分解电压。
目前电解水的工业装置,通过电解槽可分为:碱性电解槽、固体氧化物电解槽、聚合物薄膜电解槽;电解质主要有碱性电解液、高分子固体电解质两种。
(1)碱性电解槽:单极式电解槽、双极式电解槽
单极电解槽,采用并联电极的方式,槽中阴阳平行、直立、交错配置。阳极和阴极、阴极和阴极并列连接。阴极和阳极之间设置气体隔膜。
双极电解槽,采用串联电极的方式,结构紧凑,电阻损失少,电极板平行、直立摆放。其电极是双极性的,一面是阴极,一面是阳极,相邻两块极板中间为隔膜。
(2)固体氧化物电解槽
可在高温条件(1000℃)下工作,部分能量可由热能提供,因此效率较高,综合余热利用,效率可达90%。但成本相对较高。
(3)聚合物薄膜电解槽(PEM)
PEM电解水制氢技术具备快速启停优势,能匹配可再生能源发电的波动性
区别于碱性电解水制氢,PEM电解水制氢选用具有良好化学稳定性、质子传导性、气体分离性的全氟磺酸质子交换膜作为固体电解质替代石棉膜,能有效阻止电子传递,提高电解槽安全性。PEM水电解槽主要部件由内到外依次是质子交换膜、阴阳极催化层、阴阳极气体扩散层、阴阳极端板等。其中扩散层、催化层与质子交换膜组成膜电极,是整个水电解槽物料传输以及电化学反应的主场所,膜电极特性与结构直接影响PEM水电解槽的性能和寿命。质子交换膜通常由Nafion膜组成,可输运H+质子到阴极。
此外相比较于碱性电解槽效率偏低,仅为70-80%,聚合物薄膜电解槽PEM效率可以达到85%以上,整套设备体积紧凑,使用纯水,无需碱性电解液,使用更加安全、可靠。此外,聚合物薄膜电解槽PEM电解水过程中可以加压,并能直接产生3-4MPa的氢气(且氢气体积分数可以达到99.99%以上,更容易提纯至燃料电池所需纯度)。
过去5年电解槽成本已下降了40%,但是投资和运行成本高仍然是PEM电解水制氢亟待解决的主要问题,这与目前析氧、析氢电催化剂只能选用贵金属材料密切相关。为此降低催化剂与电解槽的材料成本,特别是阴、阳极电催化剂的贵金属载量,提高电解槽的效率和寿命,是PEM电解水制氢技术发展的研究重点
2、生物质能制氢
生物质能制氢具有以下特点:反应温和、能耗低、环境友好、原材料广泛、可再生等。根据美国能源部预测,微藻制生物燃料能替代全美汽车燃油。微藻转化太阳能的量子效率高达2-10%,(而陆生植物<1%),微藻生长速度极快(每天生物质增长量可达1-3倍)
生物质能制氢目前主要从几个方向考虑:1)发酵产氢细菌的基因改造提高产氢效率;2)通过暗和光耦合发酵产氢;3)通过预处理提高发酵产氢量。
微藻等水生生物质发酵制氢具有很强的产业应用前景,为了推动高效低成本大规模制氢,需要突破一些瓶颈问题:
① 促进微藻等生物质废弃物高效廉价地水解糖化;
② 通过基因改造和菌种驯化提高暗发酵细菌的产氢效率;
③ 通过反应器设计和菌株改良生物质光合发酵产氢效率及光能利用效率;
④ 连续流暗光两端耦合产氢反应器内的传热传质流动及耦合条件优化。
3、热化学循环分解水制氢
热化学循环分解水制氢是利用热能通过一系列不同但又相互关联的化学反应,最终将水分解为氢气和氧气的过程。
热化学循环分解水制氢具有以下显著的优点:1)能耗较低(相对电解水和直接热解水,成本低);2)较易实现工业化(反应温和);3)可以直接利用反应堆的热能,省去发电步骤,效率高;4)在热化学循环过程中氢气和氧气通常在不同的反应步骤中产生,因此不需要进行高温氢氧分离。
热化学循环分解水制氢通常用循环效率E来作为评价指标(循环效率E:氢的高位热值(285.8kJ/mol)与循环所需总热能的比值。)此外其他评价指标:热效率、循环化学反应数、副反应、反应物毒性、反应物价格、反应物分离、腐蚀问题、原料处理问题、最高反应温度和热转化问题等。
热化学循环反应制氢最初由美国肯塔基大学的J.E.Funk于1960年提出,其原理可用以下化学反应通式表示:
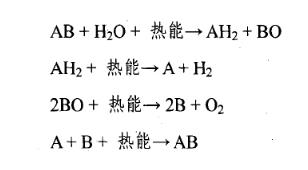
式中的A、B称为循环试剂。利用分步加热法使反应不断循环进行,从而达到连续制氢的目的。
70年代初,麦凯迪和倍尼提出了Mark1型热化学制氢方案,并且估计效率可达55%左右。(意大利Ispra最早研究的由Marcheltti和DeBeni提出的循环称作Mark1循环就属于卤化物体系,但由于此循环体系中涉及到毒性很强的Hg,因此并不适合大规模工业应用。人们后续又提出Mark2、Mark3、Mark6等循环体系已替代Hg的使用,但仍由于整个体系过于复杂,不适合大规模工业化应用)
随后意大利、德国、美国、日本等都开始热化学循环制氢方面投入了大量的研究,目前已有上百种热化学制氢循环。其中比较有发展前途的热化学循环制氢方法主要是基于日本东京大学Kameyama、Yoshida等提出钙-溴-铁化合物的四步式热化学制氢循环(简称UT-3循环)和基于硫-碘化合物的三步式热化学制氢循环(简称SI循环),硫碘循环是目前为止所有热化学循环制氢中研究最多、最具前景的一个循环。
在选用热化学制氢循环的过程中除了满足温度上的要求外,还需要注意如下问题:1)各分步反应的产率必须要高,而且反应步骤要尽可能的少;2)循环试剂A和B应该是现有工业中廉价易得的物质;3)各步反应的中间产物易于处理、且不会产生副产物,中间产物的处理会增加系统的复杂度,而且会导致成本增加;4)整个过程不会对外界环境造成任何影响,例如污染等。
4、可再生能源制氢的经济性分析
以电解水制氢为例,电解水制氢是未来可再生能源发电系统的核心环节,为实现大规模的绿色氢能存储与应用,作为重要限制因素的电解制氢成本必须进一步降低。
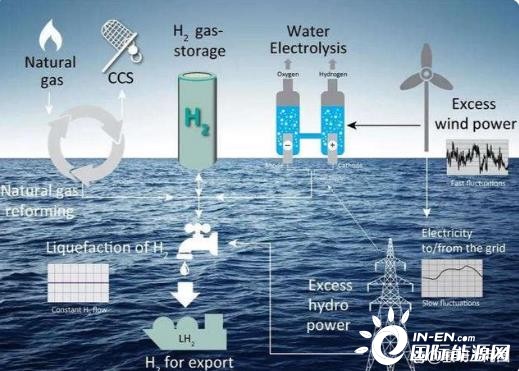
图3 电解海水制氢
利用电解制氢的平准化成本(Levelized Cost of Hydrogen,LCOH)公式,经过估算,1MW规模碱水电解制氢系统的电解效率可达到54.88kW·h/kg,折合1m3(标准)氢气耗电4.9kW·h,电解制氢的平准化成本(LCOH)为4.2美元/kg,从价格组成来看,电费占到制氢生产成本的75%左右。同等规模下由于PEM电解堆使用稀有贵金属Ir、Pt作催化剂,固定成本和可变运维成本高,尽管PEM的电解效率(49.28kW·h/kg)优于碱性电解水系统,但总体上PEM电解制氢的平准化氢成本比碱性电解水系统要高20%左右,目前还不具有经济性。结合国家发改委2019年公布的风电和光伏电站上网电价,假设可再生能源发电系统的上网电价为0.40元/(kW· h),可以粗略推算出碱水电解制氢成本为2.61元/m3(标准),折合成当量单位热值价格为0.206元/MJ;而天然气按4元/m3(标准)计算,天然气折合当量单位热值价格为0.1元/MJ。因此,若单纯以热量计价电解氢,在燃氢发电和城镇燃气掺氢供气方面,可再生能源发电系统的氢能对外出售的经济性还不足。
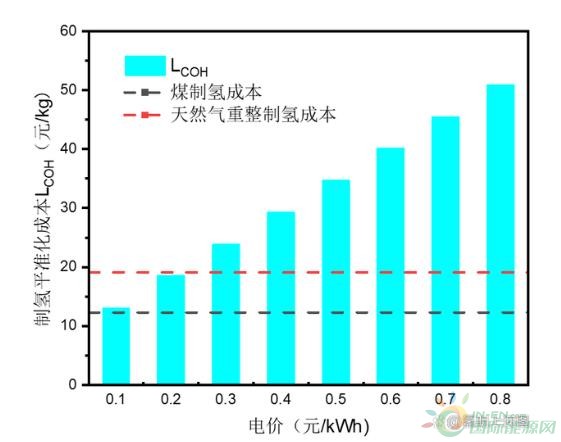
(假定煤炭价格为800元/t,制氢成本12.1元/kg;天然气售价为4元/Nm3,制氢成本18.9元/kg。资料来源:毛宗强等,制氢工艺与技术,化学工业出版社)
图4 不同电价下的制氢成本比较
但若是出售高品质的氢气供工业生产和交通运输用,工业氢气的对外销售价格在2~3元/m3(标准)之间,这样可再生能源发电系统电解制氢就具有一定的经济性。在2010~2019年间,光伏和陆上风电的发电成本分别下降了82%和39%,未来仍有较大的下降空间,当用电成本降至0.1元/(kW·h)时,电解制氢的成本即与煤制氢相当,约12元/kg。如果算上碳税的话,100元/t的碳税就会让煤制氢的成本上涨6元/kg左右。
5、结论与建议
按照制氢过程的碳排放量分类,我们把氢气分为了灰氢、蓝氢、绿氢,为了顺应于减碳排放政策,归属于绿氢的可再生能源制氢方式将是未来制氢的主流方式。可再生能源制氢的方式种类多样,下面列出了选择可再生能源制氢过程中,需要注意的几个关键点。
① 碳排放量。制氢输入的一次能量应全部来自于可再生能源(风能、太阳能等),且制氢过程需要综合考虑过程碳排放,碳排放总量应至少符合绿氢标准(小于4.9 kg CO2e/kg H2)。
② 成本费用。目前主流获取氢气方法是工业副产氢气,因其获取简单,且费用低,只需要对气体提纯,但是产能有限。可再生能源制氢方式要想大规模应用,其成本必须要与目前较便宜的天然气重整制氢相当或者更低。
③ 规模化。制氢方法应是能够复现的,且具备大规模生产的条件。如果想用氢能作为电网调峰的手段,那么制氢能力至少能够达到消纳富余的太阳能、风能等间歇性可再生能源水平。
④ 高效率。制氢方式需要考虑效率问题,制氢效率过低不仅会导致浪费大量的一次可再生能源,在一定产氢量的项目上也会需要更多的建设资源,从而阻碍规模化。
⑤ 不占用一定量的必需的资源。未来社会能源体系将围绕电气化构建,如果氢能作为能源的载体和储能的方式来配合可再生能源,那么一定会有电转氢以及氢转电的过程。此时,制氢只能作为调控手段,应对间歇性且富余的可再生能源,把富余的间歇能源存储下来,最后在短缺时氢能转电能,稳定的可再生能源将不是制氢的能量来源目标。
从以上几个角度来看,以目前条件,风电以及光伏发电制氢是最佳的可再生能源制氢方式,国内外都已经有成功示范的例子。其他可再生能源制氢或多或少都面临着规模化、效率低等难题,不具备应用前景。但是风电以及光伏发电制氢也面临着成本问题,不过可以通过技术进步来降低成本。
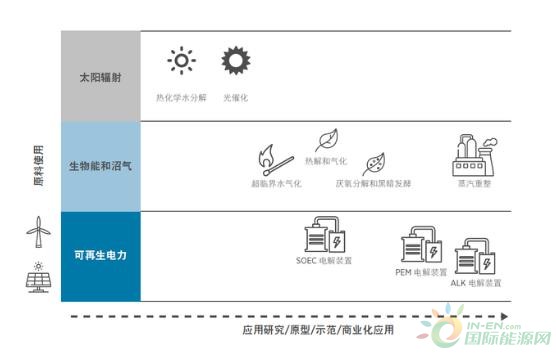
图5 可再生能源制氢技术成熟度(越向右表示技术越成熟)
以下几点是关于光伏发电制氢的建议:
① 提升电解槽产氢效率。目前最高的电解水制氢电解槽能量转换率在80%左右。对电解催化剂的改进,减少质子交换膜内阻等,都是提高转换率的手段。
② 提升光伏面板光电转换率。光电转换率指的是太阳能到电能的转换率,目前这个值在17% - 19%。对面板材料改进,提高光电转换率,将有利于光伏发电制氢的规模化应用。
③ 减少电解槽成本费用。电解槽需要使用大量的铂贵金属,使用常见的元素代替铂来实现水分解是有效的降成本手段。
随着碳市场的推进,绿氢的需求逐步增加,未来大规模光伏发电或风力发电配套电解水生产绿氢将成为趋势。氢能将逐步用于汽车和工业,氢能的利用量将逐步增长。不过未来的光催化产氢技术将有希望代替风电以及光伏发电制氢。据计算,在地球上只需要1%面积覆盖10%效率的光催化产氢面板,那么就可满足2050年时全球的能源消耗。





 正在加载...
正在加载...