 切换行业
切换行业

电解水制氢技术主要有碱性水电解(Alkaline Electrolyzer, AE)制氢技术、质子交换膜水电解(Proton Exchange Membrane Electrolyzer, PEME)制氢技术和固体氧化物水电解(Solid Oxide Electrolyzer, SOE)制氢技术。
从发展历程来看,碱性水电解在20世纪前后开始实现碱性水电解制氢技术的工业化应用,在经历了单极性到双极性、小型到大型、常压型到加压型、手动控制到全自动控制的发展历程后,碱性水电解制氢技术已逐步进入成熟的工业化应用阶段。20世纪70年代起,质子交换膜水电解制氢技术开始获得发展,并以其制氢效率高、设备集成化程度高及环境友好等特点成为水电解技术的研究重点,逐步实现从小型化到兆瓦级的发展。
目前,PEME制氢技术的瓶颈在于设备成本较高、寿命较低,且实际的电解效率还远低于理论效率(其制氢效率潜力有望超出AE制氢技术),因此欧美发达国家正重点开展技术攻关以突破技术瓶颈,实现PEME制氢技术的更大发展。SOE制氢技术采用水蒸气电解,高温环境下工作,理论能效最高,但该技术尚处于实验室研发阶段。
目前,美国、日韩和欧洲均将电解水制氢技术视为未来的主流发展方向,聚焦AE制氢技术规模化和PEME制氢技术产业化,重点围绕“电解效率”、“耐久性”和“设备成本”三个关键降本性能指标推进整体技术研发,电解水制氢成本结构与关键技术分析如图1所示。

图1电解水制氢成本结构与关键技术分析
美国在2011年就制定了电解水制氢技术路线图,如图2所示,以2.3美元/kg制氢成本为目标,设定了系统电解效率大于或等于75%,电解槽电解效率大于或等于77%,系统投资成本0.5$/kg的发展目标。
在技术路线上,以PEME技术攻关为主,AE和SOE等多种电解水技术并行发展。在技术开发上,PEME制氢技术具体则侧重质子交换膜、贵金属催化剂等关键核心材料研究,以获得更高的电解效率与寿命;同时,开展低担载量纳米贵金属催化剂、非贵金属催化剂等的研究开发,AE制氢技术,重点推进高温碱性电解水装置的开发,推进高效率研究。

图2美国电解水制氢技术关键指标目标
欧洲在2013年制定了电解水制氢技术路线,同样以PEME技术为主、多种电解技术协同发展,技术关键指标目标如图3所示。其中,2023年的技术目标为:电解能耗≤50(kWh)/kgH2@1000kg/d、电解槽效率年衰减量小于1%(额定功率下年操作时间8000h)、设备投资成本小于1.5M/(t/d)。
PEME技术方面,欧洲一方面通过催化剂和电解质膜等关键基础材料的研究与开发,提高电解效率,聚焦MW级系统设计,降低设备投资成本;另一方面则建立PEME技术的性能评价与劣化评价体系,科学开展技术的系统经济效能评价。AE制氢方面,欧洲进行了高温与高压兼容性碱性电解水装置的开发,并通过优化外围设备和操作条件,进一步提高制氢效率。

图3欧盟电解水制氢技术关键指标目标
日本在2014~2018年通过氢气利用等先驱研发项目和氢社会构建技术研发项目,着力推动碱性电解水装置开发,尤其是2000Nm3/h大规模电解槽技术。2019年,日本通过对标美国与欧洲电解水技术开发路线,制定了AE与PEME水电解技术10年技术攻关目标,注重电堆反应机理和耐久性评价方法与标准化研究,并根据可再生能源发电量预测、电力供需调整、氢气需求等各种信息,进行系统层级优化,提高电流密度、效率和耐久性,相关技术关键指标目标如图4和图5所示。
总的来说,各国均对AE、PEME制氢技术同时进行技术开发。其中,AE方面,近期以优化提升制氢效率与装置规模放大为主要目标进行技术攻关。
PEME方面,欧美国家持续开展技术攻关,将其视为下一代主流电解水制氢技术,通过催化剂、隔膜、集电器、膜组件等核心材料和组件的研究及应用,提高设备的电解效率和使用寿命,降低设备成本等。
同时,欧洲开展了电解水制氢装备性能评价与劣化评价的研究,在电解水制氢技术发展中具有重要意义。日本在吸收美国与欧洲电解水制氢技术路线的基础上,着力聚焦AE与PEME的技术开发,制定了最全面的技术目标。
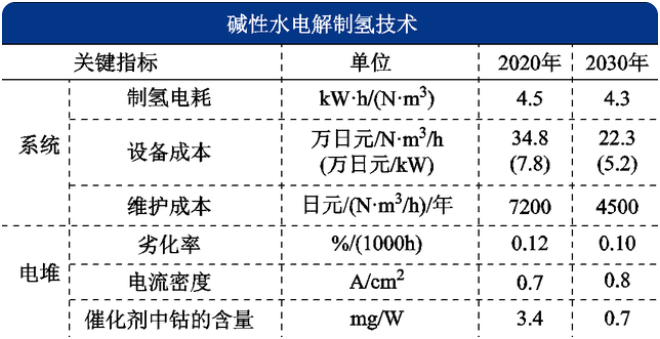
图4 日本碱性电解水制氢技术目标

图5日本质子交换膜电解水制氢技术目标
本文编自2022年第11期《电工技术学报》,论文标题为“碳中和目标下电解水制氢关键技术及价格平准化分析”。本课题得到了国家重点研发计划、国家能源集团科技创新项目和国华投资公司科技创新项目(碳中和愿景下公司氢能发展路径研究)资助的支持。




 正在加载...
正在加载...


