切换行业
切换行业

导读
燃料电池汽车商业化的成功应用不仅取决于其性能,还取决于耐久和寿命,其本身性能衰减是不可避免的,但这并不是完全不可逆的,通过改变操作条件(活化手段)能够达到恢复效果和最佳初始性能点。不同活化方式会对性能有不同影响,目前主要采用的活化工况分别有恒(变)电流活化,氢泵活化和阴极饥饿等。
车辆燃料电池性能衰减占比如图1所示,其中启停工况占比50%以上,主要原因是启停工况引起的高电位和电势循环必会引起催化剂铂(Pt)的氧化和溶解,其中Pt的氧化物形成属于可逆损失,Pt向自由离子的溶解属于不可逆损失。发生Pt氧化反应后,表观来看直接体现在电堆性能下降。在Pt以离子态溶解之前,可通过特定操作工况进行电化学还原,由于阴极饥饿活化方式持续时间较短,性能恢复较高,能够快速还原Pt氧化物,提高阴极侧催化剂活性和利用率等优势在试验室测试中被广泛应用。

图1 燃料电池性能衰减工况占比
— 01 —
阴极饥饿活化机理
当阴极侧供气充足,电堆主要发生的反应为 。此时如式(1.1)-(1.3)所示,阴极侧催化剂Pt会被氧化形成氧化物,形成氧化薄膜或颗粒,从而减小催化面积,降低催化活性,导致性能下降。同时由于瞬态或短期工况不当导致电堆本身材料结构发生损坏,会造成Pt的溶解脱落,如式(1.4)所示。
。此时如式(1.1)-(1.3)所示,阴极侧催化剂Pt会被氧化形成氧化物,形成氧化薄膜或颗粒,从而减小催化面积,降低催化活性,导致性能下降。同时由于瞬态或短期工况不当导致电堆本身材料结构发生损坏,会造成Pt的溶解脱落,如式(1.4)所示。
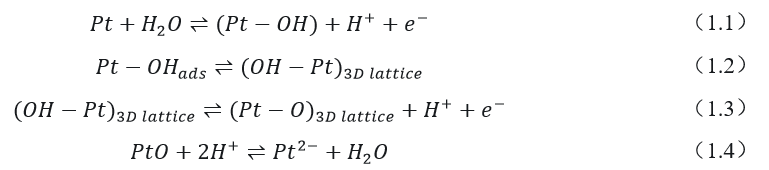
当突然降低阴极流量时(阴极饥饿),因没有足够氧气与氢离子和电子反应,此时会促进式(1.1)-(1.3)的逆反应,将Pt-Ox还原至Pt,恢复催化剂活性,从而实现性能恢复即活化。同时,阴极大小气量的切换还能起到吹扫效果,将阴极腔内杂质和多余水分吹至堆外。
— 02 —
阴极饥饿活化过程
阴极饥饿是指在电堆正常运行过程中大幅降低阴极流量,待电压下降到一定程度后再恢复阴极流量,短暂运行后再次降低阴极流量,重复若干次来达到活化效果。该活化方式与电流密度、阴极计量比和循环次数相关,通过验证在试验室条件下,一般如图2所展示的阴极饥饿测试过程,在恒定负载1.2A/cm2下,通过快速降低阴极计量比由1.7至0.95,最低电压在0.1V左右,循环阴极饥饿5次,此时阴极Pt氧化物会在该条件下发生还原反应,平均电压由最初的0.684V提升至0.703V,直接体现为电堆性能提升19mV。同时要注意的是,饥饿过程中电压低,产热高,持续时间不易过长,应提前加大冷却液流量,防止电堆温度较高。
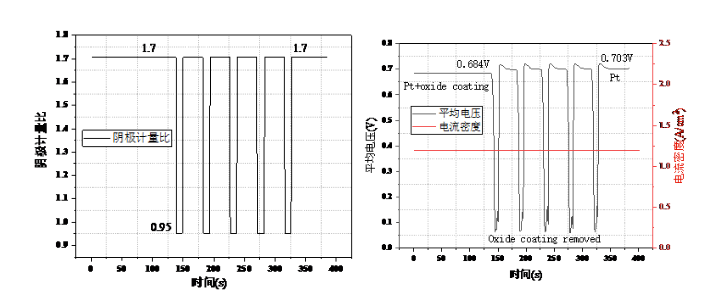
图2 阴极饥饿测试过程展示
— 03 —
阴极饥饿活化流程
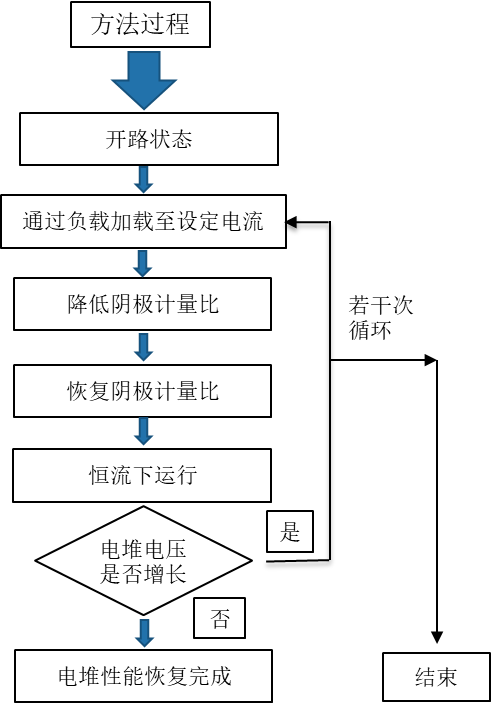
图3 电堆阴极饥饿活化流程
根据此活化流程,电堆能在较短时间和可逆损失的范围内,得到快速活化并恢复到最佳初始性能点,避免了因长时间运行而造成催化剂Pt的持续氧化,进而演变成Pt向自由离子溶解的不可逆损失的现象产生,始终能使电堆在一个最佳性能区间内正常运行。
总结
从电堆耐久寿命中的可逆和不可逆损失机理为出发点,通过分析电堆中可逆损失的主要潜在来源—Pt表面氧化物的生成,为保证电堆高效长久运行,达到消除和减少Pt氧化物目的,阴极饥饿活化方式具有时间短和还原Pt氧化物效果佳等相关优势,成为试验室测试中的关键手段之一。




 正在加载...
正在加载...