切换行业
切换行业

目前,我国氢能应用的主要形式为高压气态储氢。相较于高压气态储、供氢模式,低温液态储供模式具有储氢比重高(携氢密度大)、运输成本低、汽化纯度高、储运压力低和使用安全性高等优势,能够有效控制综合成本,且运输过程中不涉及复杂的不安全因素。此外,液氢在制、储、运方面的优势更加适用于氢能的规模化、商业化供应。同时,随着氢能终端应用产业的快速发展,也将倒推对液氢需求的增长。液氢技术路线必将成为国内民用氢能开发应用的重要技术方式之一。

液氢的制取
液氢是现有的有效储氢密度最大的方式,但获取液氢的过程存在较高技术门槛,规模化制取液氢时必须要考虑其能耗和效率等指标。
全球液氢产能现状
目前,全球液氢产能达到485t/d。全球主要液氢生产国家及其产能如图所示。

图 全球主要液氢生产国家及产能
美国(共计18套装置,总产能为326t/d)和加拿大(共计5套装置,总产能81t/d)的液氢产能占据了全球液氢总产能的80%以上。我国具备液氢生产能力的文昌基地、西昌基地和航天101所,均服务于航天火箭发射领域。在民用液氢领域,由101所承建的国内首座民用市场液氢工厂(产能为0.5t/d)和研发的具有自主知识产权基于氦膨胀制冷循环的国产吨级氢液化工厂(产能为2t/d)已分别于2020年4月和2021年9月成功施,将我国的液氢产能提升至6t/d。但距离发达国家的液氢产能规模,仍有较大差距。
液氢的制取方法
液氢的制取,即氢液化技术,具有多种形式,可按照膨胀过程和热交换过程进行大致分类或结合。目前,常用的氢液化工艺流程可以分为利用Joule-Thompson效应(简称“J-T效应”)节流膨胀的简易Linde-Hampson法,以及在此基础上结合透平膨胀机降温的绝热膨胀法。在实际生产过程中根据液氢产量的大小,绝热膨胀法又可划分为利用氦气作为介质膨胀制冷产生低温,进而将高压气态氢冷却至液态的逆布雷顿法,以及让氢气自身绝热膨胀降温的克劳德法。

图 常用的氢液化方法的简易原理图
上述3种方法的简易流程如图所示。液化流程中主要用到压缩机、换热器、低温透平膨胀机以及节流阀等设备。
液氢的储运
液氢的储运是液氢安全、高效、规模化和低成本运用的基础,也是解决氢能技术路线应用环节的关键。
液氢储运技术
液氢的储运方式可以分为两类,即采用容器储运和采用管道输运。其中,容器储运在储存结构形式上一般采用球形储罐和圆柱形储罐,在运输形式上采用液氢拖车、液氢铁路槽车和液氢槽船等。
除了考虑常规液体运输过程中所涉及的冲击和震动等因素,由于液氢沸点低(20.3K)、汽化潜热小、易蒸发的特点,容器储运环节必须采用严格的减小漏热的技术手段,或采用无损储运方式,将液氢的汽化程度降到最低或零,否则会引起储罐升压,导致超压风险或放空损失。如下图所示,从技术途径角度,液氢储运主要采用减小热传导的被动绝热技术和在此基础上叠加的主动制冷技术,以减小漏热或产生额外冷量。
液氢储运特点
基于液氢本身的理化特性,其储运方式较目前国内大量使用的高压气态储氢方式存在诸多优势,但其制取过程的相对复杂也使其存在一定劣势。
(1)液氢储运优势如下所示
储重比大,便于储运及车载
液氢相比于气态储氢的最大优势是密度大,液氢的密度为70.8kg/m3,分别为20,35,70MPa高压氢气的5,3,1.8倍。因此,液氢更加适用于氢的规模化储存运输,能够解决氢能储运环节的难题。
储存压力低,便于保证安全
液氢储存在保证容器稳定的绝热基础上,日常储存运输的压力等级较低(一般低于1MPa),远低于高压气氢储运方式的压力等级,在日常运营过程中更易保证安全。结合液氢储重比大的特点,在将来氢能规模化推广过程中,在建筑密度大、人口密集、用地成本高的城市地区,液氢储运(如液氢加氢站)具有更安全的运营体系,且整体系统占地面积更小,所需前期投资成本和运营成本更小。
汽化纯度高,满足终端要求
对高纯氢和超纯氢的年消耗巨大(约为590万t/a),特别是电子行业(如半导体、电真空材料、硅晶片、光导纤维制造等)以及燃料电池领域,其对高纯氢和超纯氢的消耗尤其大。当前很多工业氢气的品质难以满足部分终端用户对氢气纯度的严格要求,而液氢汽化后的氢气纯度则可以满足。
(2)液氢储运劣势如下所示。
液氢路线技术门槛较高
液氢技术在我国发源于航天领域,技术入门要求较高。目前,液氢规模化制、储、运、用技术和经验都集中在航天产业,受众范围相对封闭。
液化工厂投资大,能耗相对较高
由于氢液化冷箱等关键设备及技术发展滞后,2021年9月之前,国内航天领域的氢液化设备全部被国外公司垄断。大型氢液化核心设备受到国外相关贸易政策(如美国商务部《Export Administration Regulations》)管制,限制设备出口并禁止技术交流。这使得氢液化工厂的前期设备投资较大,加之国内目前的民用液氢需求量较小,规模化应用程度不足,产能规模上升缓慢,导致液氢的单位生产能耗比高压气氢更大。
液氢储运过程中存在蒸发损失
目前,在液氢储运过程中,对漏热导致的蒸发氢气基本采用放空方式处理,这会导致一定程度的蒸发损失。在未来的氢能储运环节中,需要采用额外的措施对此部分蒸发氢气气体进行回收,以解决直接放空导致的使用率下降问题。
液氢技术路线的经济性分析
制取成本
液氢制取成本的分析主要考虑民用液氢技术路线的规模化和经济性,并参考国外氢能技术发展路线。大型氢液化设备的相关参数见下图。
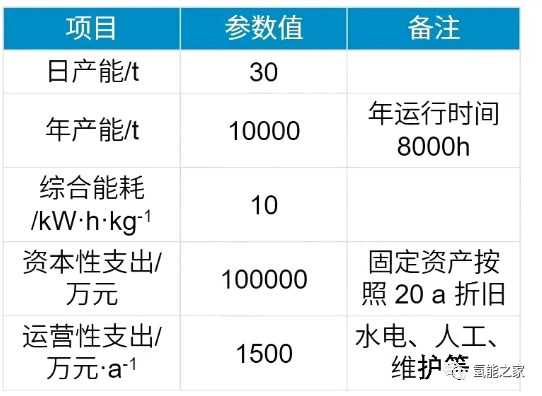
图 大型氢液化设备相关参数
氢气源按照工业副产氢纯化后满足燃料电池用氢质量标准的氢气计算,成本为1.5元/m3,电力成本按照0.6元/m3进行估算,则液氢生产成本估算为29.5元/kg,如下图所示。

图 单位质量液氢生产成本构成
将上述成本折算为百分比,则液氢制取成本中占比最大的是氢气源成本(占比为58%),其次为液化系统综合能耗成本(占比为20%),二者合计占据整个液氢成本的78%。这两项成本中占据主导影响的分别是氢气源的种类和液化工厂所在地的电价,氢气源的种类也与电价相关。如果在风光新能源产区,如大型风力发电厂和光伏发电厂较集中的三北地区或海上,采用电解制氢工厂和液化工厂紧邻发电厂结合建设的方案,可使用低价电【按照0.3元/(kW·h)测算】电解水制氢并液化,则液氢制取成本可下降至25.3元/kg,同时可以减少大规模风电并网对电力系统调峰能力的影响。
储运成本
液氢储运成本按照单辆陆地液氢运输槽车进行测算,车辆储罐容积为40m3,相关成本构成如下图所示。

图 液氢槽车成本构成
考虑到充装率(90%)、余液、转注时间、车辆限速(80km/h)等影响因素,可测算得到液氢储运成本在不同运输距离下的变化情况,同时对比了目前普遍使用的20MPa高压气氢管束车的运输成本,如下图所示。

图 液氢和高压气氢储运成本对比
由上图可知,液氢储运成本可控制在不大于5元/kg,其对距离的敏感性较低(随距离增加导致的成本上涨极缓慢),随运输距离增长的成本增长远低于高压气氢运输成本的增长。
综合成本
20MPa高压气氢的平均制取成本比液氢平均制取成本约低10.5元/kg,在百公里运输成本增量方面,运输距离每增加100km,高压气氢储运成本增加4.63元/kg,液氢则为0.44元/kg。

图 液氢和高压气氢制、储、运综合成本对比
从上图可以看出,随着运输距离的增加,20MPa高压气氢的制、储、运综合成本快速上涨,而液氢的的制、储、运综合成本上涨缓慢;二者的平衡点位于205km,即当运输距离小于205km时,20MPa高压气氢模式的综合成本较低,当运输距离超过205km时,液氢模式的综合成本更低。在新能源产区等偏远地区,建立新能源电氢体系可使这一平衡距离下降至105km,液氢模式的优势将更加明显。由此可见,液氢制、储、运更加适用于长距离的氢能输运。
液氢技术路线适用于氢能的规模化储存和运输,国内虽具备一定的液氢自主生产能力,能够满足当前氢能源在我国起步发展示范阶段的推广应用需求,但还需对未来液氢的规模化产、储、运技术进行积极研发和探索, 液氢工厂的产能规模是决定液氢成本的关键之一。
在长距离输运情况下, 液氢技术路线的综合成本低于高压气态储氢技术路线, 液氢技术路线投资大和能耗高的问题,可通过设备自主化、产能规模化,以及液氢运输成本对距离的不敏感性,并结合新能源电氢体系予以解决。
随着我国“双碳”目标的提出,清洁能源产业开始迅速推进,作为“零碳”能源——氢能的重要高效载体,液氢将会成为保证氢能规模化应用的有效实施途径。






 正在加载...
正在加载...